为您解决焊接工装问题的专业大型焊接工装服务商——深圳市鼎盛天科技
今天跟大家分享舱体系列焊接工装应用案例:
焊接工装设计及技术要求:
1.保证产品外形尺寸精度、对角线、垂直度,保证产品一致性,后期不用进行校正处理。
2.可兼容相类似不同规格尺寸的方仓产品组装需求。
3.员工组装操作方便,拆装快速,换装方便安全。
4.降低员工工作量,减少操作员工,两个人实现组装需求,对员工技能要求降低,新员工培训一个星期就可以熟练组装合格产品,主要通过工装限位组装产品.
产品安装流程:
方仓焊接工装介绍:
整套焊接工装外形尺寸7800X3700X3300(毫米)通过纵向横向移动支撑座模组,横向长度方向7000(毫米)以内组装需求。纵向宽度方可1900到2500(毫米)内可以满足组装需求.
工作底面用U形方箱拼成2000X7800(mm),拼接好后平面度的公差范围在1毫米内。
红色底部工作面和立柱黄色面的垂直度为0.5(mm),保证方仓产品四周垂直度的精度。
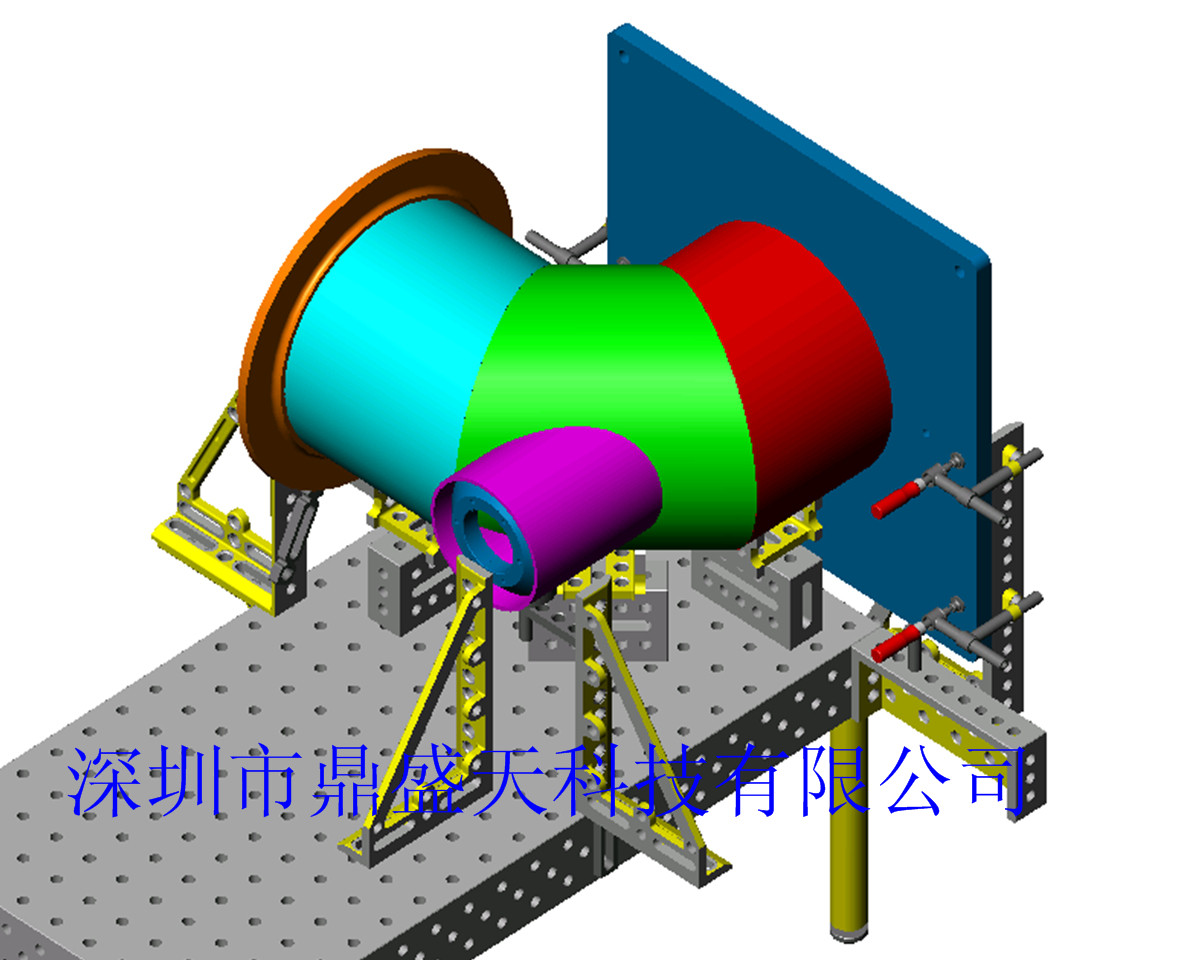
侧板装吊装位后用可伸缩机构固定位置,不让侧板倒掉,保证员工操作安全。定位装置长度方向可以伸缩,根据产品的尺寸调节,调节好后用螺丝进行限位,方便二次装夹。
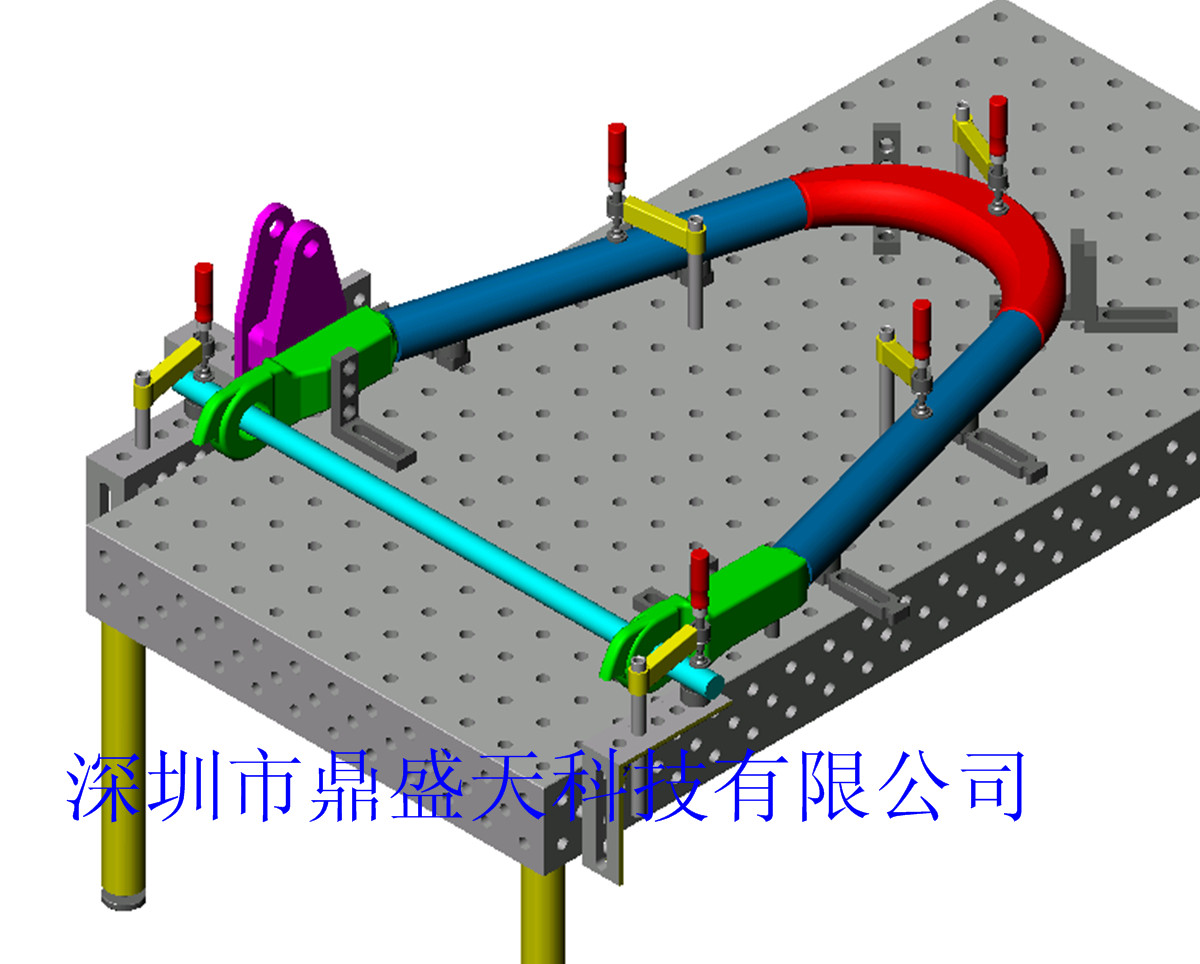
侧板的压紧方式可以通过F钳、内撑杆、可伸缩压紧机构进行对侧板固定,根据产品的结构特点选用压紧装置。
取件:产品组装好后,把产品上的压紧装置移开,旋转定位装置旋转头转动到合理位置,即可吊走成品。拆换装产品快速、方便、安全。
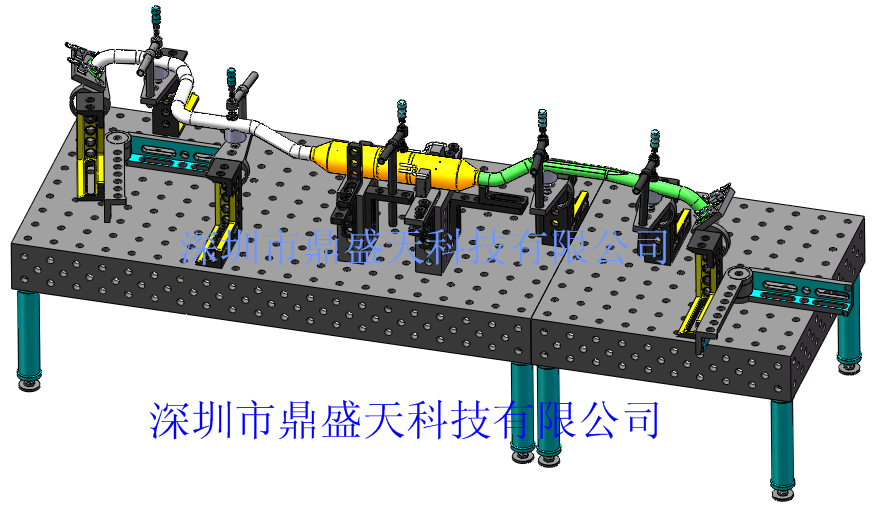
下图为DCT品牌焊接工装现场照片:

深圳市鼎盛天科技DCT品牌焊接工装专注专业大型吊臂、塔吊、桁架等的焊...
选择一家适合的焊接工装夹具厂家(深圳鼎盛天科技)可以让您的焊接 工...
DCT品牌焊接工装15年的焊接工装夹具案例积累,15年的品牌沉淀,用心做好...
深圳市鼎盛天科技DCT品牌三维柔性焊接工装夹具是您完成各种异型管道焊...
深圳鼎盛天15年老品牌焊接工装夹具厂家话你知三维柔性焊接工装夹具的...
© 2018 深圳市鼎盛天科技有限公司版权所有
粤ICP备12007843号-1
 粤公网安备 44030902001111号
法律声明
网站地图
网站设计
粤公网安备 44030902001111号
法律声明
网站地图
网站设计


