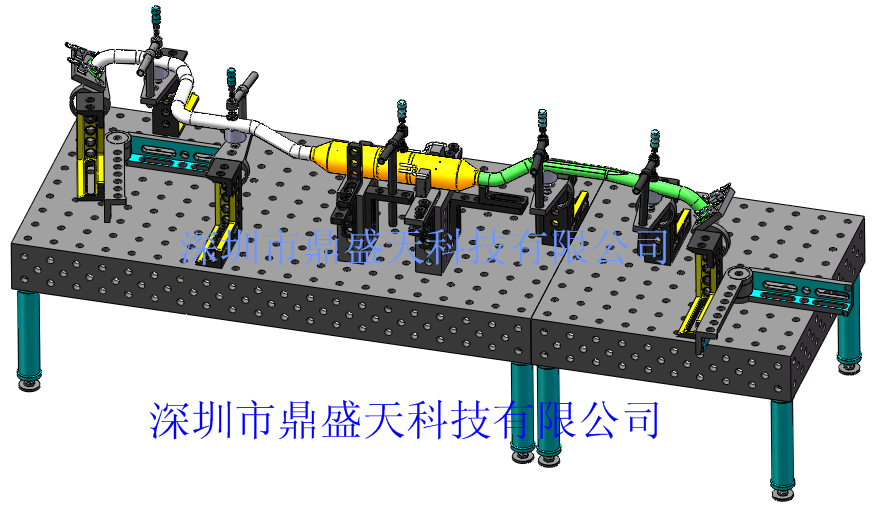
深圳市鼎盛天科技有限公司今天跟大家分享的是大型机床架床身的焊接夹具应用案例,根据客户提供的产品图的设计方案。整套焊接工装的基础平台通过3件4000mm*2000mm工作台和不同尺寸U型方箱组合成最大尺寸为4000mm*16000mm的工作平台,平台和平台的连接以及U型方箱和平台的连接均采用连接螺栓进行连接。单个工作台平面度0.10/1000mm,四个工作台平面度≤1mm,平台保证左右、上下对齐,在组装平台16000mm内平面度≤2mm。平台支撑采用下方带可调脚的框架式支架,平台均布荷载不小于7吨,调整脚调整范围为35mm,工作台高度调节范围650~680mm。
床身装夹工序:
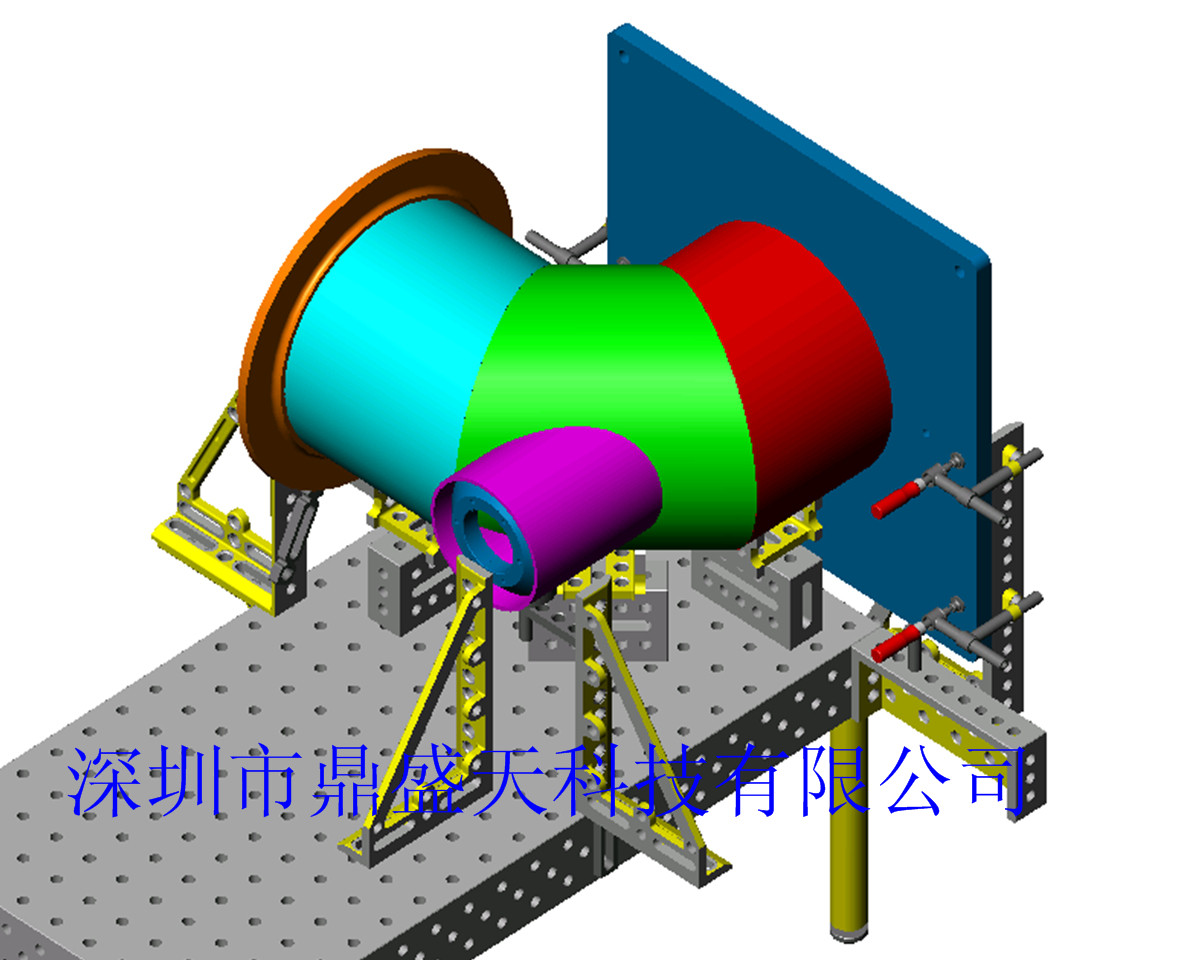
对于床身,其整体的定位基准如图所示,都在同一侧进行定位,不能避免的地方则利用活动式的定位装置进行定位支撑。所以可以将全部工装直接按照相应的位置摆放好,后续依次将工件摆放上去。

第一步,先将定位基准侧的侧边主梁放置好,如果工件下方的支撑方通为零散件,则需要将上侧横梁放置好后再将下侧的支撑方通等散件放置进去,由于工件本身比较重,其放置时需确定好位置,保证其两侧面与定位角铁完美贴合。
第二步,将中间的矩形管及吸尘管放置好,其放置的基准为工装中300的支撑角铁及已放置好的侧边主梁,放置时需注意贴合好。为了不影响吸尘管的放置,可提前将吸尘管与矩形管组合好。放置好后可借助压紧件进行压紧固定。注意矩形管下的调高件其高度必须调节一致。
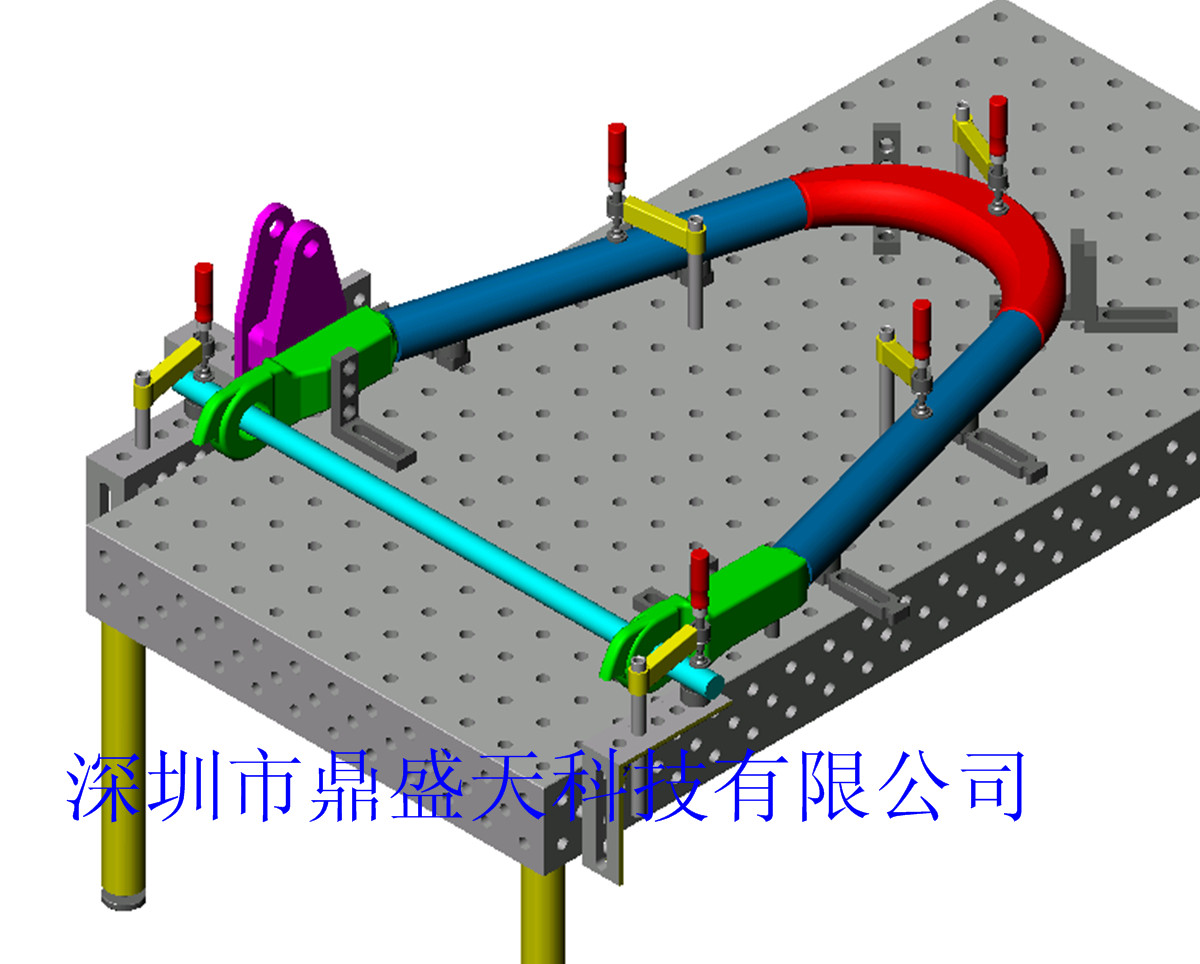
第三步,将另一侧的主梁及其散件放置好,如中间矩形管的长度达标,则可以借助中间的矩形管来确定两侧横梁的距离,如不达标则需借助卷尺测量好其位置,之后调节好侧边角铁上的可调节螺杆压紧件使其贴合主梁面,之后利用螺丝锁定好螺杆压紧件的伸出距离减少下次调试时间。
第四步,将中间的槽钢及带钢放置好,注意放置之前需将肘节定位机构的定位板伸出来作为支撑,利用其肘节夹具进行压紧固定。
第五步,将上轨道安装好,由于有相应的螺纹孔,故工装中并未加以定位。安装完成后则焊接完成,取件时只需将所有的压紧件松开,从定位基准面的反侧进行慢慢移动并由上提出工件。
现场安装效果:
组装机床身架后现场图:

选择DCT品牌焊接工装,为您解决一切焊接工装问题!
24小时服务热线:400-830-6696

深圳市鼎盛天科技DCT品牌焊接工装专注专业大型吊臂、塔吊、桁架等的焊...
选择一家适合的焊接工装夹具厂家(深圳鼎盛天科技)可以让您的焊接 工...
DCT品牌焊接工装15年的焊接工装夹具案例积累,15年的品牌沉淀,用心做好...
深圳市鼎盛天科技DCT品牌三维柔性焊接工装夹具是您完成各种异型管道焊...
深圳鼎盛天15年老品牌焊接工装夹具厂家话你知三维柔性焊接工装夹具的...
© 2018 深圳市鼎盛天科技有限公司版权所有
粤ICP备12007843号-1
 粤公网安备 44030902001111号
法律声明
网站地图
网站设计
粤公网安备 44030902001111号
法律声明
网站地图
网站设计


