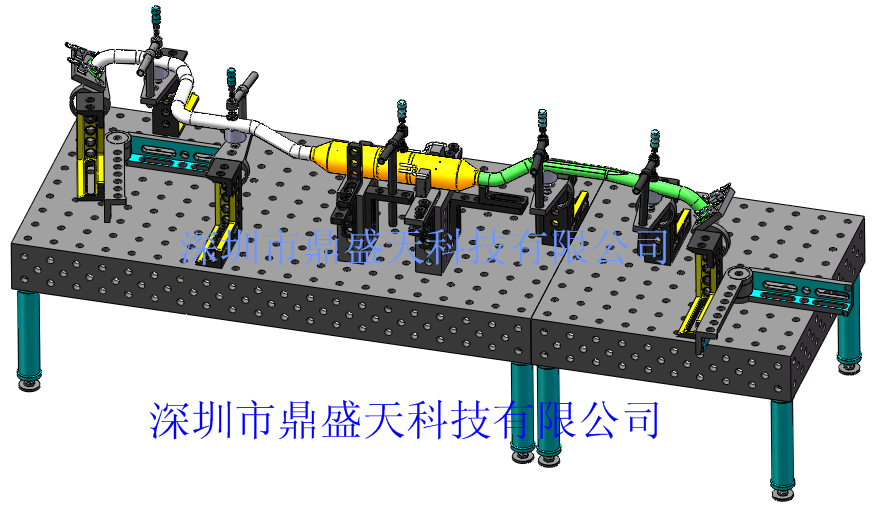
整套手动车架线柔性组对夹具可满足8M、10M、12M及其衍生产品之间焊接定位与夹紧需要。模块化的组合可快速切换,通过三维柔性组合焊接平台与定位模块之间的连接,达到即可满足单套产品快速定位夹紧功能,又在车架发生变化或换型时,通过增加部分非标定位模组实现快速装夹定位。
整体生产线柔性组对夹具方案大致设计思路是根据《常德中车新能源汽车阔能项目焊装车架生产线分片二维图纸》 《常德中车新能源汽车扩能项目车架数模》分为小片组对焊接夹具--小片补焊平台—前中后车架组对焊接夹具--整车合拼组对焊接夹具--五人座组对焊接夹具。所有设备参照时代电动汽车股份有限公司企业标准《QTEV 150-2019 工厂着色标准》。
为满足车架每段工序焊接后产品的尺寸精度符合合拼后车架的整体尺寸及核心位置要求,及后续产品的快速切换和基础工装通用及稳定性,我们对此方案进行以下描述及划分:
前、中、后分段组焊是为满足车架整体合拼的尺寸符合装配精度需求,满足合拼段车架整体的精度尺寸符合工艺图纸要求。因此我们的方案设计如下:
前车架方案:

前车架工装基础平台工装参数平台上每个孔都对点着X、Y(如图坐标A1、A2, B1、B2),方便找到相关模块定位块
1.1 平台材料采用Q345,硬度HB为150, 基础平台尺寸为4000X2400X200。长、宽尺寸公差±0.5,长度方向两侧面对称度为0.5,平台平面度为0.5,平台表面与侧面垂直度为0.2/200,相邻两孔中心距为±0.05,4000范围内任意两孔中心距公差为±0.25;
1.2 基础平台及标准定位件可通用,适用于8M、10M、12M及其衍生产品车型;平台上建有X、Y轴方向坐标系(如上图坐标A1、A2, B1、B2),且非标定位机构上标有相应座标系标记,便于换型时快速找到相应孔系座标位置;
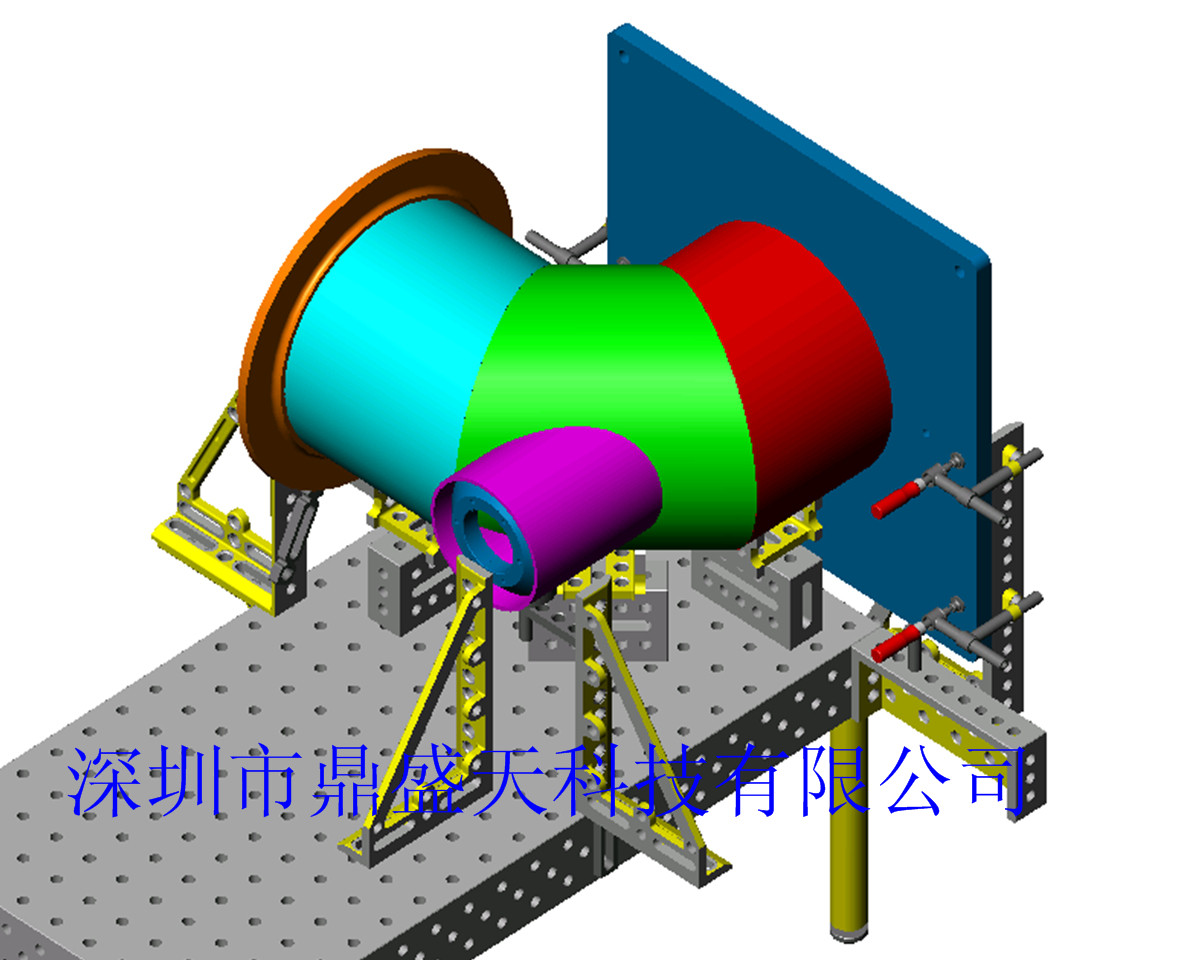
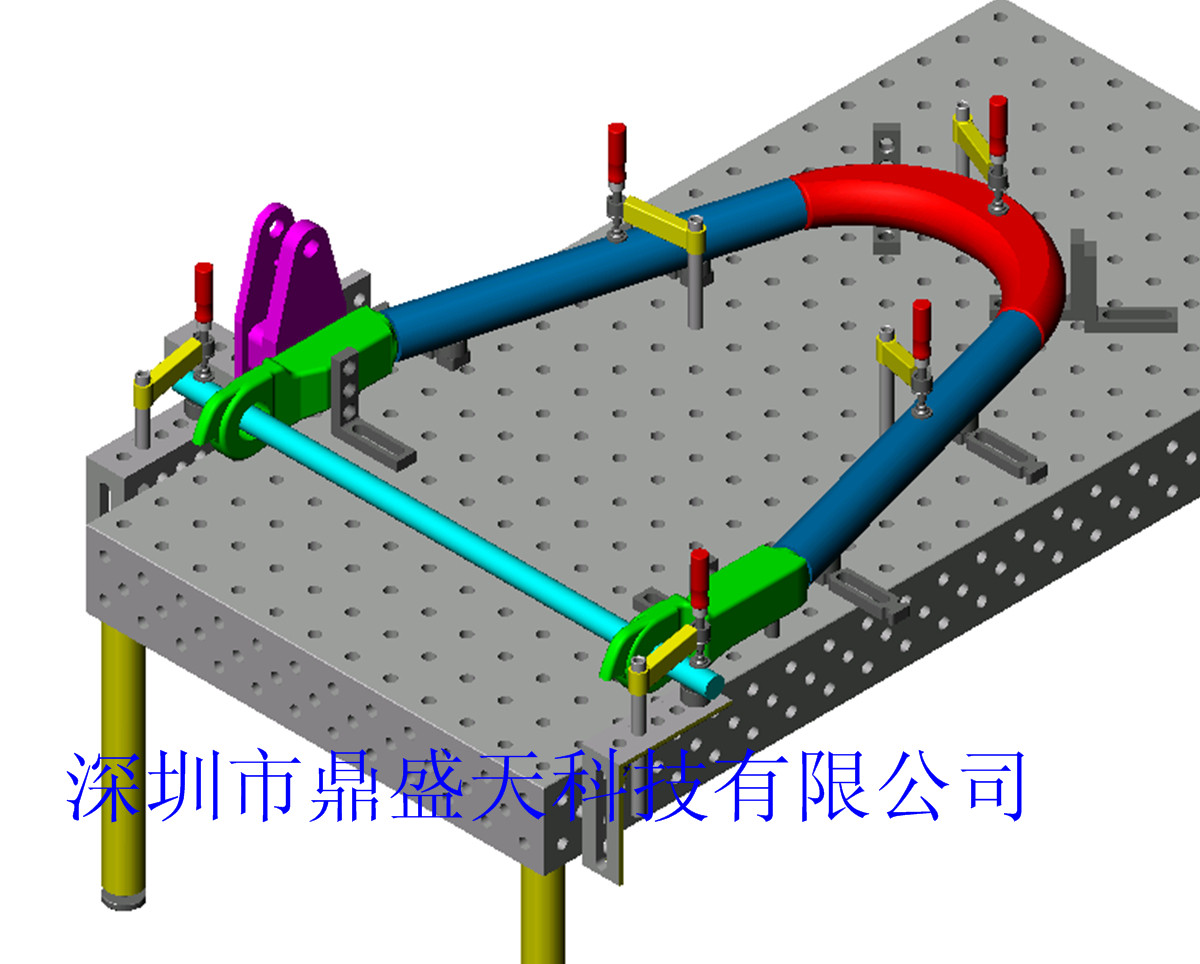
1.3 图中蓝色部分为非标支撑架,支撑采用整体体式结构,可多点支撑和定位X、Y、Z三个方向尺寸,并通过垫片厚度可以调5mm之内尺寸,保证产品相对位置和精度。气囊孔间距±0.5,前车架工装组装后工装本身对角线公差为A、B±1mm,垂直为0.5/1000,上表面平面度为0.5;上表面主要定位到基准平台距离C±0.5,平行度0.5;

1.4 支撑模块焊接后去应力热处理,再进行CNC龙门加工中心加工。保证工装的稳定性和精度;
1.5 所有非标模安装方便,每个模组都打好标记,方便定位压紧、上下料,焊接,取件;
1.6 单模组检测采用三坐标,到客户现场安装后采用三坐标检测以上设定的尺寸公差。

深圳市鼎盛天科技DCT品牌焊接工装专注专业大型吊臂、塔吊、桁架等的焊...
选择一家适合的焊接工装夹具厂家(深圳鼎盛天科技)可以让您的焊接 工...
DCT品牌焊接工装15年的焊接工装夹具案例积累,15年的品牌沉淀,用心做好...
深圳市鼎盛天科技DCT品牌三维柔性焊接工装夹具是您完成各种异型管道焊...
深圳鼎盛天15年老品牌焊接工装夹具厂家话你知三维柔性焊接工装夹具的...
© 2018 深圳市鼎盛天科技有限公司版权所有
粤ICP备12007843号-1
 粤公网安备 44030902001111号
法律声明
网站地图
网站设计
粤公网安备 44030902001111号
法律声明
网站地图
网站设计


