近日,我司售后服务工程师通过对老客户进行定期回访,了解到某客户需要开发新产品,如何利用之前购买的三维柔性焊接工装来完成新产品的开发呢?我司技术工程师在结合了客户新产品的形状与结构,根据客户现场的三维焊接平台规格,最终只增加了少部分的定位配件就为客户解决了新产品的焊接需求。
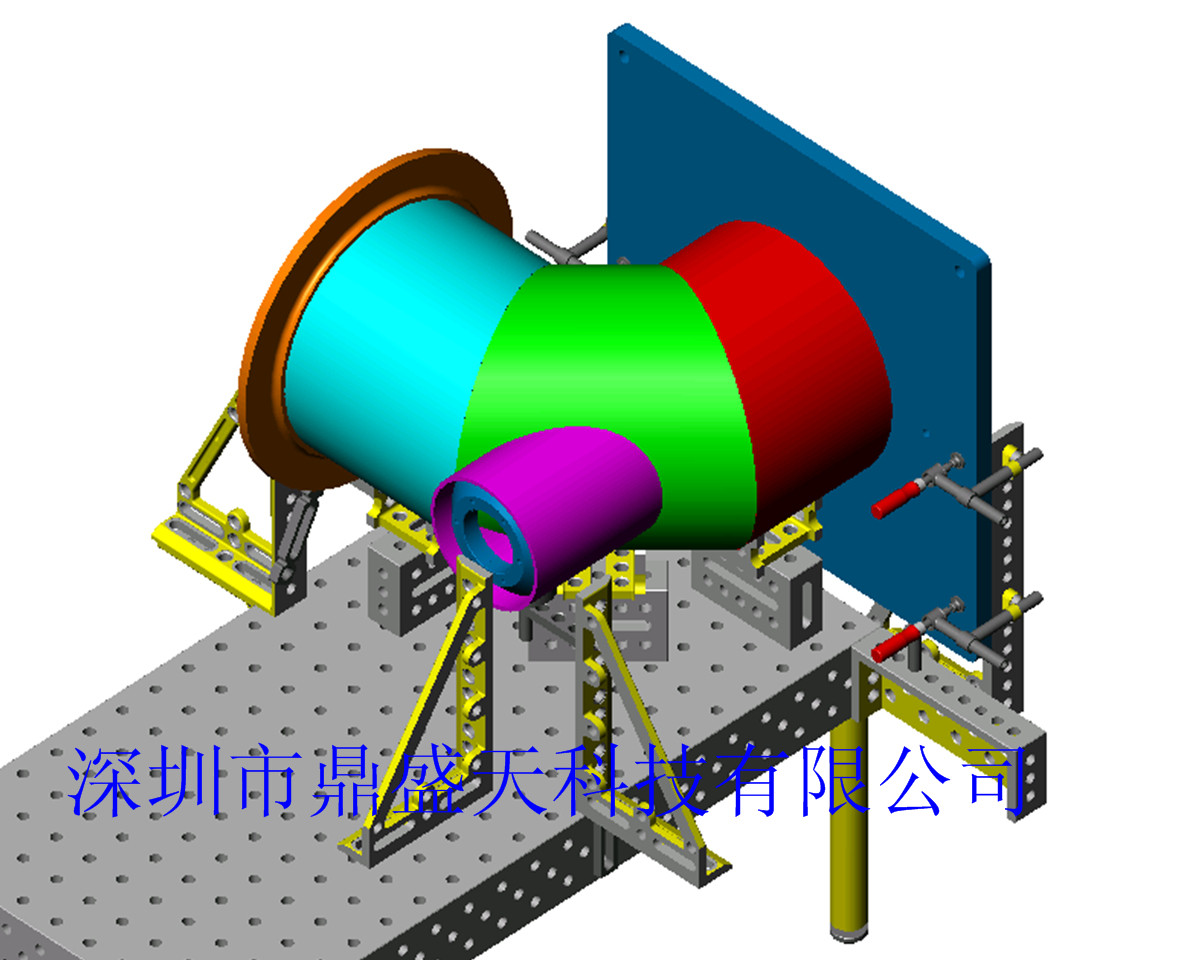
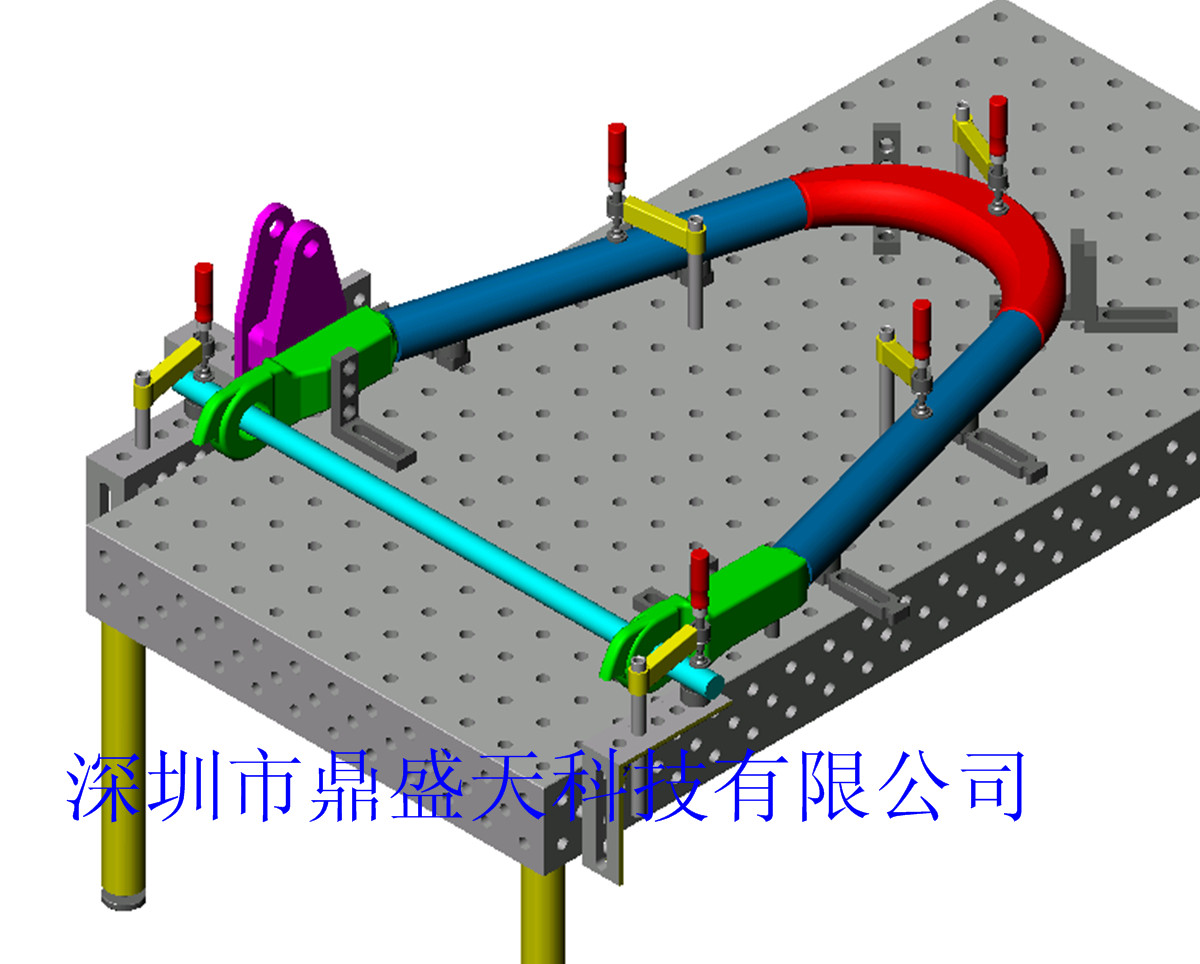
共用基础焊接平台,压紧底部保证底部平面度,两侧定位推紧,保证端面的平行度及间距。中间加强板依靠卡槽卡位然后上件顶部盖板;顶部盖板依靠加强筋卡槽卡位后用压紧件压紧后点焊。其他小件依靠已划线的板件或直接嵌入板件定位点焊;底部小板条在点焊完成后翻面根据底部划线点焊(如下图所示)。
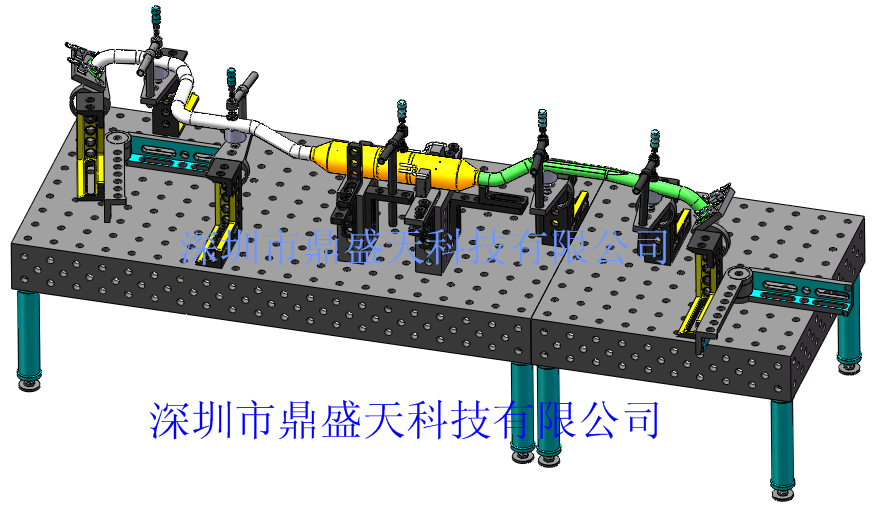
以上依次分序点焊完成后,再进行满焊。为方便完成满焊,在一套简易的框架变位机上完成焊接工作,可提升效率及节省操作人员劳动强度。
注意上件时两边定位好后用侧面推紧机构推紧工件,然后用顶部大力压紧机构压紧工件整体,防止变位机翻转时工件倒塌。所有定位方向一致,定位后另一侧压紧,顶部再用压紧件压紧。取件时顶部压紧件松开后侧推机构后退,吊装时注意吊装方向取件。

深圳市鼎盛天科技DCT品牌焊接工装专注专业大型吊臂、塔吊、桁架等的焊...
选择一家适合的焊接工装夹具厂家(深圳鼎盛天科技)可以让您的焊接 工...
DCT品牌焊接工装15年的焊接工装夹具案例积累,15年的品牌沉淀,用心做好...
深圳市鼎盛天科技DCT品牌三维柔性焊接工装夹具是您完成各种异型管道焊...
深圳鼎盛天15年老品牌焊接工装夹具厂家话你知三维柔性焊接工装夹具的...
© 2018 深圳市鼎盛天科技有限公司版权所有
粤ICP备12007843号-1
 粤公网安备 44030902001111号
法律声明
网站地图
网站设计
粤公网安备 44030902001111号
法律声明
网站地图
网站设计


