现代智能制造技术的发展,特别是自动化装备的运用,不仅可以降低成本,而且可以大幅度改善员工工作环境,越来越多的企业也意识到要与时俱进行,提高效率才能谋求更好的发展。
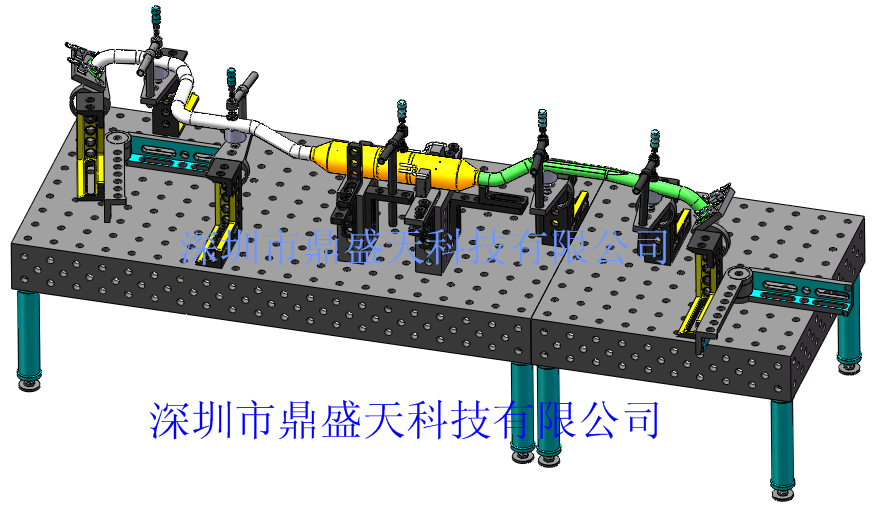
“当前我公司方舱制造设备自动化程度比较低,生产中需将舱板运至拼舱架进行拼舱,拼舱过程中钻孔和铆接仍由人工完成,拼舱后再进行人工钻孔。人工劳动强度大,工作环境恶劣,对工人的经验要求高,人力成本过高,并且方舱产品规格众多、产品尺寸过大、搬运过程复杂,既造成了空间的浪费,且易对安装人员造成伤害,在拼舱中涉及多个舱板之间对齐以及两个舱板位置的配合关系,拼舱人员人工操作调整频繁,装配效率低,不利于车间和工厂的有效管理。装配部件大部分通过人工完成,自动化程度低,安装现场凌乱,效率低下。针对当前方舱拼舱和装配作业,需要建设一套具有一定自动化程度、适应性强、柔性程度好、生产效率高的军用方舱柔性自动化装配生产线。”以上为我司某客户对于自身现状的描述及诉求。对于此类的柔性化工装需求,深圳市鼎盛天科技有非常丰富的设计及施工经验。针对该客户当前的方舱拼舱和装配作业,我司为其设计了一套自动化程度较高、适应性强、柔性程度好、生产效率高的综合解决方案,通过与现有基础相结合,补齐生产工艺短板,理顺工艺流程、补充相应设备,完成了一套具有一定自动化控制及智能化,外型及功能比较高端实用的军用方舱柔性自动化装配生产线设备,同时提高了方舱产量标准。



主要技术参数:
1、 底部支撑框架:由主框架对接而成,水平调节固定装置组合。满足支撑工装和工件,气动夹紧装置运行。与底面进行固定,拥有调节水平、固定、锁紧的功能。安装完成后整体的平面度1mm以内,确保上面安装其他工装的精度。

2、 柔性方箱支撑座:由框架和方箱组合成支撑座,长宽尺寸为8000*1500,方舱底面与地面的距离为1100。孔径D28D10,孔径100*100±0.1梅花孔分布,安装整体平面度1mm。方箱材质为Q345焊接而成后进行退火,粗/精加工成形。

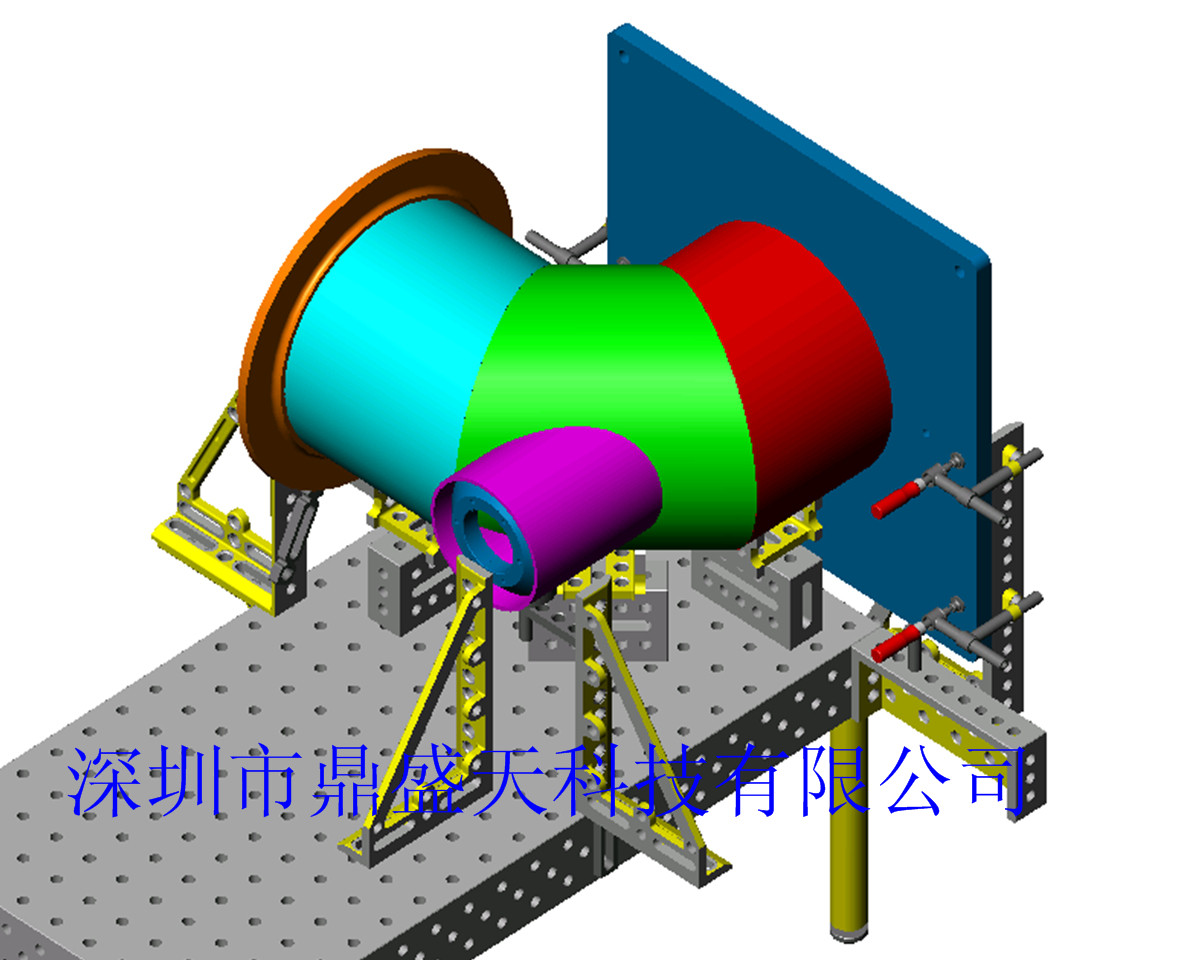
3、 长度方向定位紧机构:由两个立柱、定位装置、气缸机构和压紧臂等零件组合。整体焊接退火消除内应力。立柱底部安装线轨调节,立柱上由D28D10的孔局部100*100±0.1均布,立柱上安装带滚轮定位装置,气缸机构配合压紧臂,第四块侧板的压紧功能,用于安装横梁和结构支撑件,方便于不同方舱的组装,安装后整体的平面度1mm,垂直与水平面垂直度1mm,

4、 宽度方向定位机构:由立在底部框架上的两个立柱和中间连接横梁组、线轨和其他零件合成。整体焊接退火消除内应力。立柱底部安装线轨调节,立柱上由D28D10的孔局部100*100±0.1均布,用于安装横梁和结构支撑件,方便于不同方舱的组装,安装后整体的平面度1mm,垂直与水平面垂直度1mm,
![]()
![]()

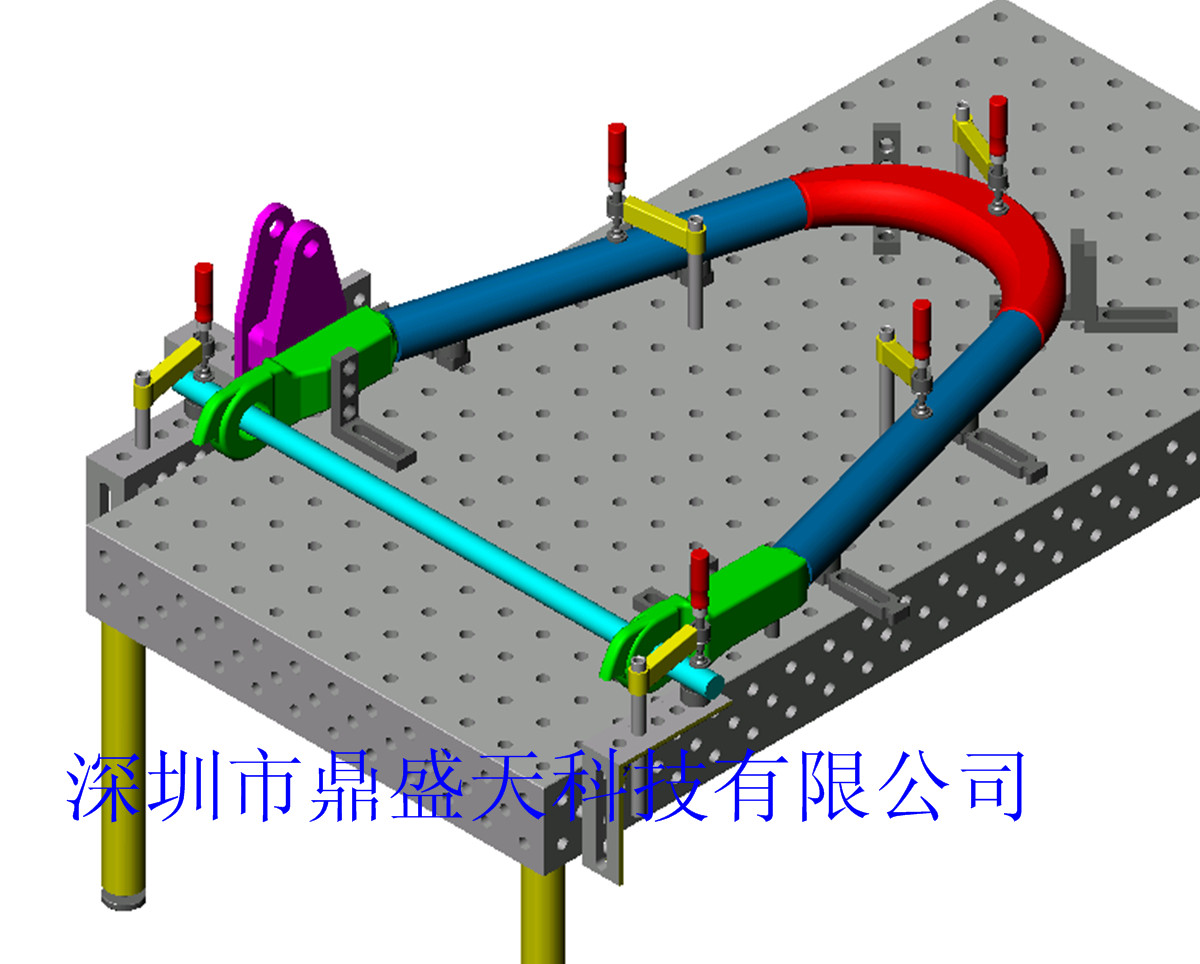
5、 气动夹紧装置:由长度方向压紧和宽度方向压紧、端面压紧组成。
长度方向压紧:由气缸机构、拉杆、压紧块组成。
功能:满足方舱长度方向7200-1900的压紧,可以压紧底板和后端面。

宽度方向压紧:由气缸、气缸座,滑动机构组成。
功能:气缸拉动滑动机构进行压紧左右侧边的定位压紧。

端面压紧机构:由气缸、压紧臂、滚轮、滑轨、立柱组成。
功能:通过气缸江立柱推紧到侧面定位和夹紧,滚轮方便于侧面的推紧。

6、 半自动钻孔装置:分为顶部钻孔和底部钻孔两部分组成。
顶部钻孔:由钻孔装置、X方向底架、Z方向立柱、Y方向横梁、人工楼梯操作台、控制系统、操作控制面板等组件组成。
功能:通过手动按键将钻孔装置移动到相应的位置后,按键达到自动钻孔和退出的功能,再移动X方向,进行下个孔的加工。X\Y\Z三个方向通过伺服电机进行控制,同时带数据显示移动数值,手动操作按键控制移动位置和移动的速度。工人上人工操作台进行控制面板的操作实现移动到孔的位置上方,按键完成钻孔的功能,符合人体工程学。

7、 控制系统:控制气缸的夹紧、顶部钻孔X方向底架、Z方向立柱、Y方向横梁的移动、钻孔等功能制作操作面板。
为您解决一切焊接工装问题的焊接工装服务商——深圳市鼎盛天科技有限公司

深圳市鼎盛天科技DCT品牌焊接工装专注专业大型吊臂、塔吊、桁架等的焊...
选择一家适合的焊接工装夹具厂家(深圳鼎盛天科技)可以让您的焊接 工...
DCT品牌焊接工装15年的焊接工装夹具案例积累,15年的品牌沉淀,用心做好...
深圳市鼎盛天科技DCT品牌三维柔性焊接工装夹具是您完成各种异型管道焊...
深圳鼎盛天15年老品牌焊接工装夹具厂家话你知三维柔性焊接工装夹具的...
© 2018 深圳市鼎盛天科技有限公司版权所有
粤ICP备12007843号-1
 粤公网安备 44030902001111号
法律声明
网站地图
网站设计
粤公网安备 44030902001111号
法律声明
网站地图
网站设计


