今日份分享:柔性工装如何在大型机械设备生产中实现快速定位。近日我司与国内知名集团合作的大型加工设备的定位工装项目已完成交钥匙工程,并获得客户的肯定及好评。
根据客户的产品结合实际应用我司技术工程师给出的柔性工装解决设计方案与思路:
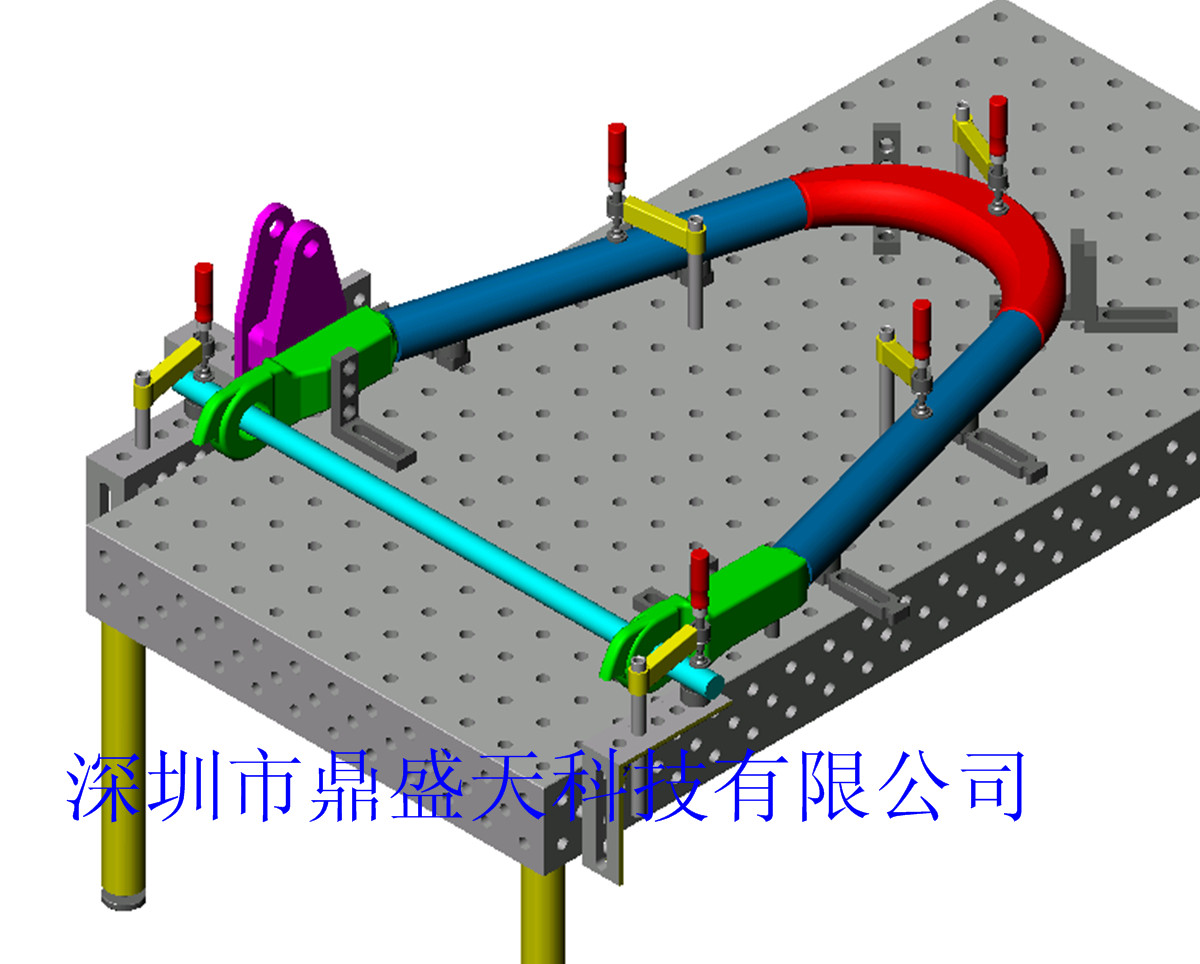
1、系统结构设计合理,有足够的刚强度,满足基础平台150T压力下不不变性,可实现精确定位,快速夹紧,防止变形,使用性能良好,稳定可靠;
2、选用的机械系统符合标准化、规范化要求,同时所有产品选用确保安全使用性、通用性和互换性;
3、工装安装完成后,工装定位精度±0.2。进行三坐标检测,并提供检测报告。确保尺寸的精确性。
4、外购标准件选 用国内或国际知名品牌。
5、设备中零部件、仪器等的计量单位采用公制 SI 标准或 ISO 国际标准,其设计制造符合 ISO相关标准或我国相应的国家标准和行业标准。
6、工装模组与焊接产品接触的部位采用发黑处理,采用45#调质后HRC28-32。经常拆装和关键定定位销用P20材料加硬,处理后硬度HRC>40。工装定位支座采用Q345焊接并去应力退火处理。保证工装的稳定性。
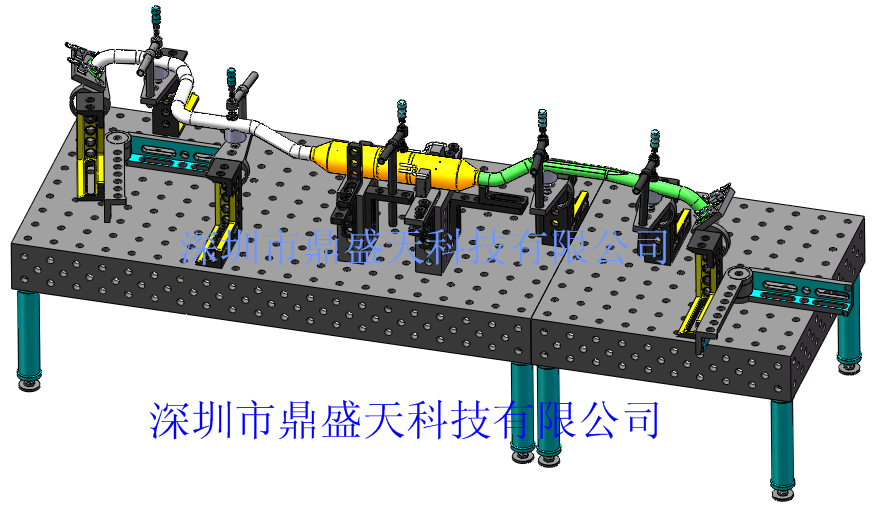
采用二张6000X2500连接组成12000X2500的基础工作台,通过化学螺栓与地面连接,螺栓调整,整体高度为280,调整后平台整体平面度为1mm.
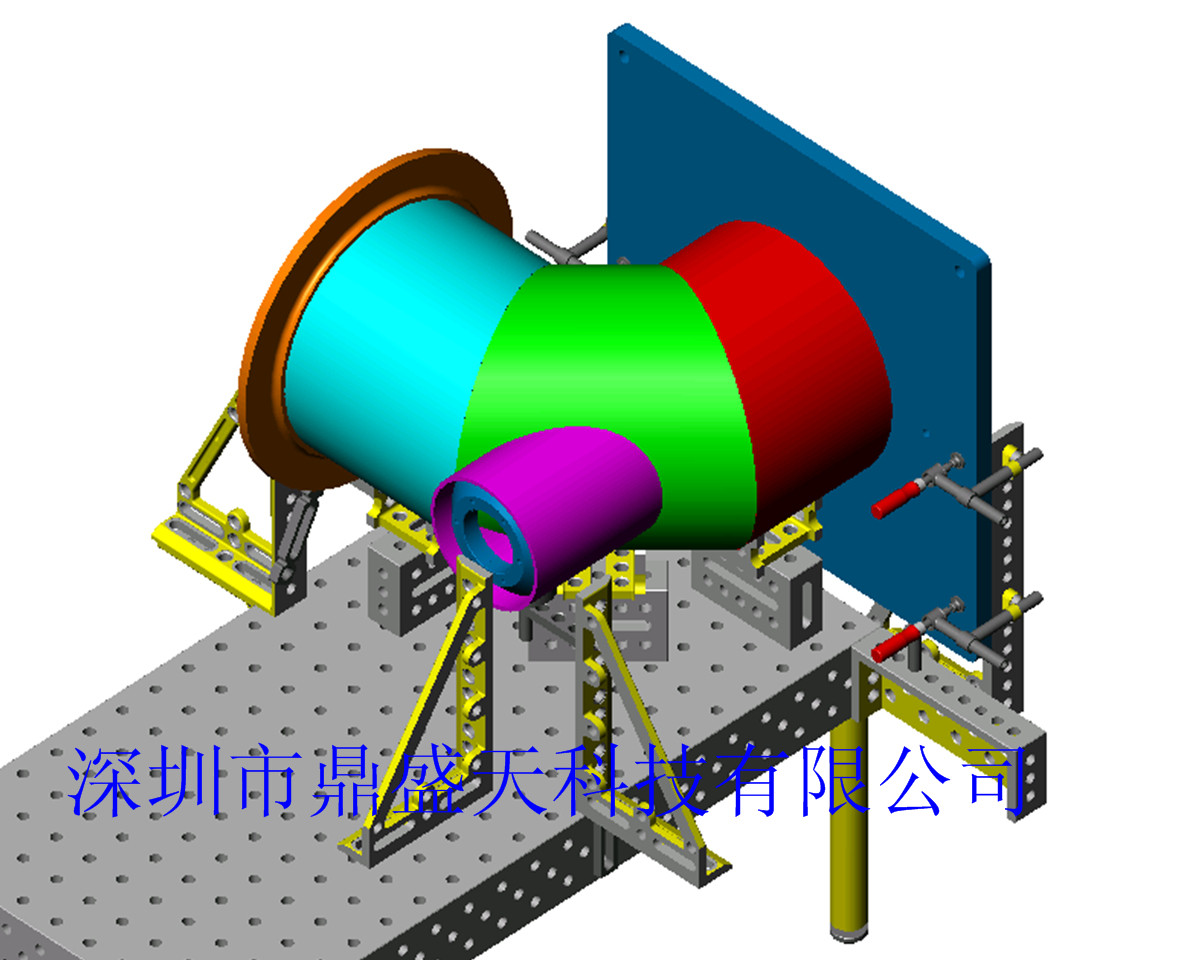
侧面定位基准,单个顶面总压紧力为5T.内置电磁铁, 磁铁吸力600Kg,上侧的磁铁可以上下调节400。满足组焊要求。
放置移动侧面或顶盖时,电磁铁吸紧工件,基准定位,夹紧,且适用于宽度或高度不同产品时可进行调节。
松开压紧装置,电控取消磁力,电控退出后取件,再用电器控制恢复原位。
能征服人心的,一定不是价格,而是品质;能发展下去的,永远不是侥幸,而是专业!大型焊接工装服务商——深圳市鼎盛天始终坚持以“为客户解决焊接工装问题”为己任,用心服务每一位用户。用专业和品质回馈致谢所有新老客户的支持与信任!

深圳市鼎盛天科技DCT品牌焊接工装专注专业大型吊臂、塔吊、桁架等的焊...
选择一家适合的焊接工装夹具厂家(深圳鼎盛天科技)可以让您的焊接 工...
DCT品牌焊接工装15年的焊接工装夹具案例积累,15年的品牌沉淀,用心做好...
深圳市鼎盛天科技DCT品牌三维柔性焊接工装夹具是您完成各种异型管道焊...
深圳鼎盛天15年老品牌焊接工装夹具厂家话你知三维柔性焊接工装夹具的...
© 2018 深圳市鼎盛天科技有限公司版权所有
粤ICP备12007843号-1
 粤公网安备 44030902001111号
法律声明
网站地图
网站设计
粤公网安备 44030902001111号
法律声明
网站地图
网站设计


